| 活動名 | ① 石丸製麺株式会社 ② 四国電力株式会社 坂出発電所 |
| 実施日 | 令和元年(2019年)11月22日(金) 8:20~16:20 |
| 場所 | ① 石丸製麺株式会社 香川県高松市香南町岡 701 ② 四国電力株式会社 坂出発電所 香川県坂出市番の州町 2 |
| 参加者 | 19名 |
| 主催 | 計装士会 |
| 協賛 | (一社)日本計装工業会 |
| 報告者 | 四国地区担当幹事 森 敬二 |
1.はじめに
今回の見学コース検討にあたっては、香川県といえば「うどん県」と言うことでうどん工場がいいかなと思い、革新的な製造技術に取り組んでいる石丸製麺㈱の見学を決めました。また会員になじみが深く業務にも関係する発電設備として隣市の四国電力㈱坂出発電所の見学を計画しました。
2.見学内容
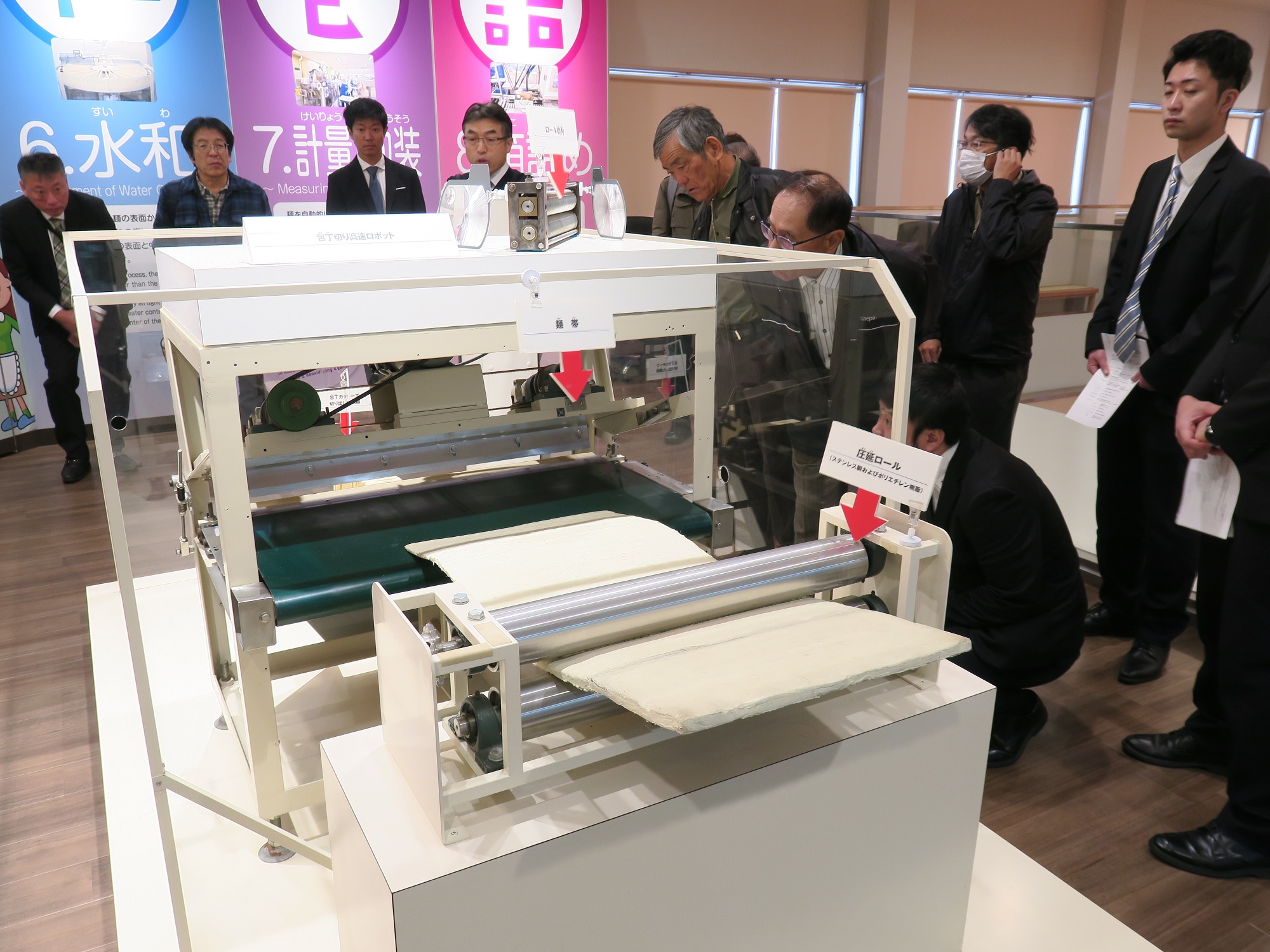
(1)石丸製麺株式会社
石丸製麺㈱は、1904年、昔から小麦が盛んだった「高松市香南町」に創業者 石丸好太郎が開いた乾麺製造業から始まりました。その後、製粉業を開業し、以来、乾麺製造設備への積極的な投資や技術の向上に努めてきた会社です。
工場が第1~第3工場までありますが、今回は第3工場を見学しました。
まず、1Fエントランスホールの直径5mの水車の前で概要説明がありました。引率して頂いた説明者は、代表取締役社長である石丸氏です。
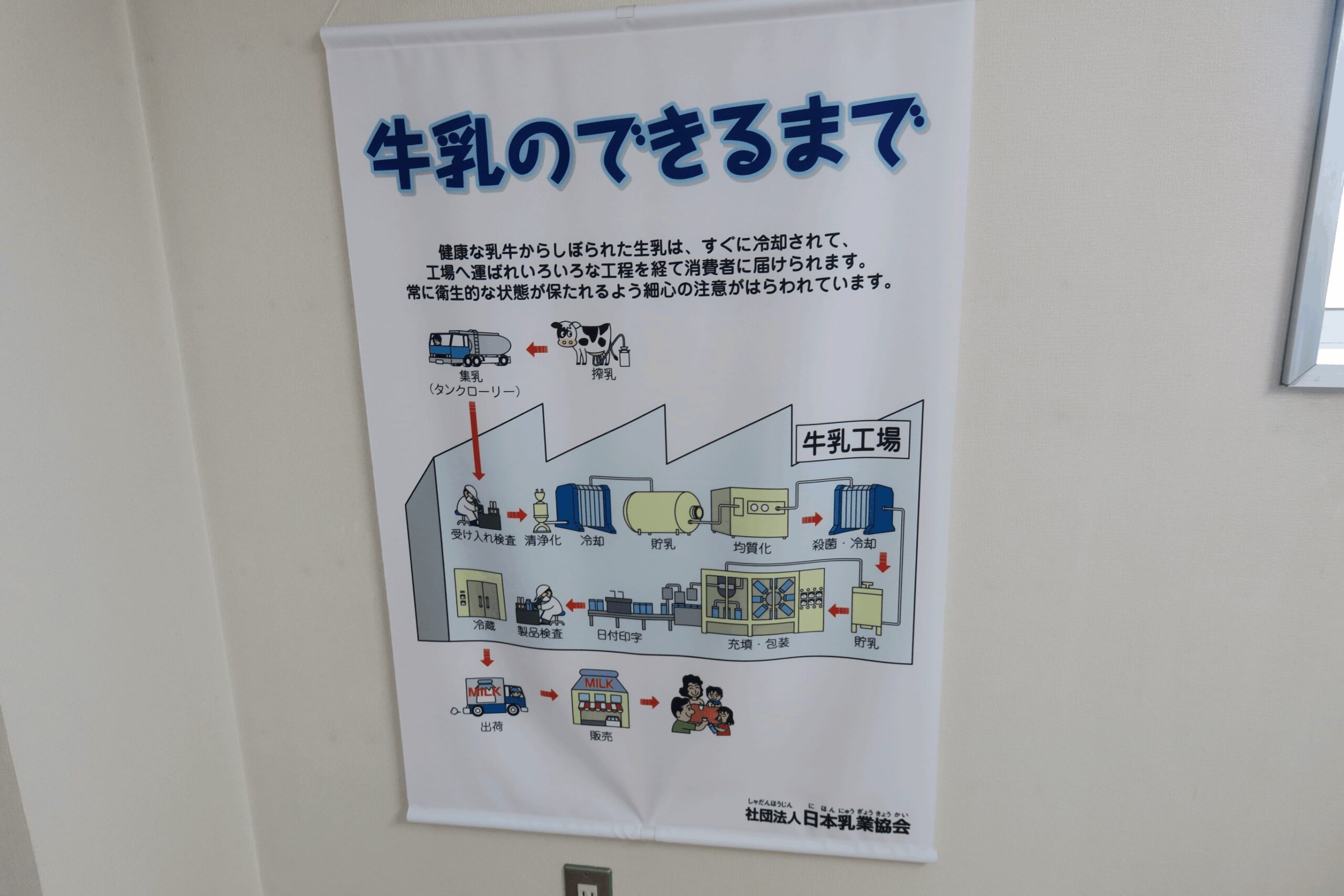
次に2F展示ホールに移動、讃岐うどんの歴史や製造工程について、明るく開放的な空間の中で、楽しみながら石丸製麺を知ることができ、手打ちの技術を機械技術で実現した最先端の製造工程を見ることができました。
その後、3F包装工程・讃岐うどんギャラリーで原材料である小麦や小麦の製法についても学ぶことができました。
最後に、うどん試食。国産小麦100%の麺を堪能し、お買い物コーナーでは工場でできた製品を買うことができました。


(2) 四国電力株式会社 坂出発電所
坂出発電所は、石油・天然ガス・コークス炉ガスを燃料とした火力発電所であり、四国の電力消費の変動を調整されております。発電機出力は、1~4号機で138.5万キロワット。
まず、PRセンターで発電所紹介DVDを視聴後、合田センター所長による発電設備の模型を用いて発電方法の概要説明、その後発電所内を見学させて頂きました。
発電所敷地面積は約36万平方メートル(甲子園球場の約9倍)のため、発電所のバスにて移動、このバスは発電所所員の通勤バスとしても活用されているそうです。
最初は2号発電設備(2016年8月運開)の外観、淡いブルーの色彩が印象的でした。
次に構内を一周しながら取放水・油タンク設備、煙突などを車窓見学しました。
この後、中央制御室では運転員の勤務体制から発電設備の運転の様子を伺うことができました。運転の中心部であり、非常に興味深く見学させて頂きました。
そして、旧1号ボイラの最上階、廻りの工場地域も見渡せます。
最後に、PRセンターに戻り質疑応答の場を設けて頂き、制御装置のメーカやトラブル頻度等の質問に答えて頂きました。



おわりに
お忙しい中、ご参加いただいた会員の皆様と見学案内していただきました石丸製麺㈱ならびに四国電力㈱坂出発電所の方々には深く感謝いたします。
以 上